




A01-02-B02_6X6X5

1.Giştî taybetmendiyê
1.1 Berfirehî
Ev taybetmendî pêdiviyên ji bo guhêrbarên yek-mifteyê yên ku serê wan bê mifte ye (GUHÊRBARÊN TAKSÊ: TÊKILÎYA MEKANÎKÎ) vedihewîne.
1.2 Rêzeya Germahiya Xebatê
-20to+70℃, (şilbûna normal, zexta normal.)
1.3 Rêzeya Germahiya Depokirinê
-25to+85℃, (şilbûna normal, zexta normal.)
1.4 Şert û mercên ceribandinê
Test û pîvandin divê di şert û mercên standard ên jêrîn de werin kirin heya ku bi awayekî din neyê diyarkirin:
Germahiya normal (germahî5to35℃)
Şilbûna asayî (şilbûna nisbî45to%85) Zexta normal (zext860to1060mbar)
2.AWA OF ÇALAKKIRIN
Bersiva destanî
3.TÊKELÎ FERMAN
1 1 1stûn1avêtin
(Hûrguliyên rêzkirina têkiliyê di nexşeyên montajê de têne dayîn.)
4.ZÊDETIR NirxandinDC12V50mA
5.Xuyabûnî û awayî
5.1:Xuyabûn: Divê çirçûneke eşkere, têkçûna metal, xêzkirin, rêya pêçandinê baş belav nebe û ji hev neqete.
5.2:Mezinahî: Çêkirin (xêzkirin pêvekirî ye) 2
6. Taybetmendiyên giştî
6.1 Taybetmendiyên Elektrîkî
| Şanî | Rewşa Testê | Pêdiviyên | |
| 6.1.1 | Berxwedana Têkiliyê | 1(kHz). Bi sepandina barekî statîk du qat hêza çalakkirinê li navenda stûnê, pîvandin divê bi1Pîvana berxwedana têkiliya herikîna piçûk a kHz. | 100mΩ≤100mΩ |
| 6.1.2 | Berxwedana Îzolasyonê | DC100V/ Pîvandin divê piştî sepandina DC werin kirin. 100Potansiyela V di navbera termînalan de û di navbera termînalên takekesî û çarçoveyê de ji bo yek deqîqeyê. | 100MΩ≥100MΩ |
| 6.1.3 | Voltaja berxwedêr a dîelektrîkî | ,AC250V (50HZ-60HZ) AC250Divê V (50Hz an 60Hz) di navbera termînalan û di navbera termînalên takekesî û çarçoveyê de ji bo yek deqîqeyê were sepandin. | Têkçûnek çênabe |
| 6.1.4 | Hilpekîn | (3-4),Bi rêjeyek ku di karanîna normal de tê dîtin, bi sivikî li navenda stûnê dixe (3to4operasyonên di çirkeyê de), Bounce dê dema ku "ON" û "OFF" were ceribandin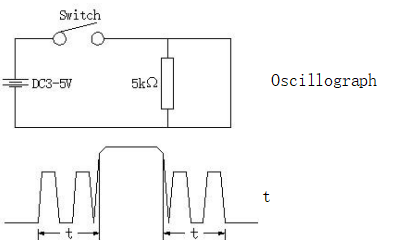 | 10 mS |
6.2 Taybetmendiyên mekanîkî
| Şanî | Rewşa Testê | Pêdiviyên | |
| 6.2.1 | Hêza Çalakkirinê | Guhêrbarê bi awayekî bicîh bikin ku rêça xebitandina guhêrbarê vertîkal be û dûv re hêdî hêdî barê ku li navenda stûnê tê sepandin zêde bikin, divê barê herî zêde yê ku ji bo rawestandina stûnê hewce ye were pîvandin. | 250±50gf |
| 6.2.2 | Gerrîn | ,,Guhêrgehê bi awayekî bicîh bikin ku rêça xebitandina guhêrgehê vertîkal be û dûv re barekî statîk du qat ji hêza çalakkirinê zêdetir li navenda stûnê bidin, mesafeya rêwîtiyê ji bo rawestandina stûnê divê were pîvandin. | 250gf: 0.25±0.05mm |
| 6.2.3 | Hêza Vegerê | , ,Nimûneya guhêrbar bi awayekî tê sazkirin ku rêça xebitandina guhêrbarê vertîkal be û, dema ku stûn di navenda xwe de li seranserê mesafeya rêwîtiyê tê zext kirin, hêza stûnê ji bo vegera pozîsyona xwe ya azad divê were pîvandin. | 250gf:80gf min |
| 6.2.4 | Hêza Statîk | ,1KG,60Bi danîna guhêrbarê bi awayekî ku rêça xebata guhêrbarê vertîkal be, divê barekî statîk ê 3 kgf ji bo 60 saniyeyan li rêça xebata stûnê were sepandin. | Divê ti nîşanên zirara mekanîkî û elektrîkî tune be |
6.3 Demdirêjiya Xizmetê
| Şanî | Rewşa Testê | Pêdiviyên | |
| 6.3.1 | Jiyana Xebatê | Pîvandin divê li gorî ceribandina li jêr were kirin:(1) 1.5 Rewşa bê bar(2):60~ 120 /Rêjeya xebitandinê: 60 heta 120 operasyon di deqîqeyê de (3):10,5 Çerxên xebatê: Pola zengarnegir100,000çerx, sifirê bi zîv pêçayî 50,000 çerx | Berxwedana têkiliyê: 100mΩ Berxwedana îzolasyonê ya herî zêde: 100MΩ Hêza herî kêm a çalakkirinê: ± 30% +30%an-30%hêza destpêkê Xala 6.2.2 |
| 6.3.2 | Berxwedana Şilbûnê | ,1Piştî ceribandina li jêr hatî destnîşankirin, divê nimûne berî pîvandinê saetekê di şert û mercên germahî û şilbûna normal de were hiştin.(1) Germahî:40±2℃ (2) Şilbûna nisbî:90ber%95(3) Dem:96demjimêran divê dilopên avê werin rakirin. | Berxwedana têkiliyê: 100mΩ Berxwedana îzolasyonê ya herî zêde: 100MΩ Kêmtirîn Babet 6.1.3、6.1.4 Babet 6.2.1~6.2.3 |
| 6.3.3 | Berxwedana Germahiya Kêm | ,1Piştî ceribandina li jêr hatî destnîşankirin, divê nimûne berî pîvandinê saetekê di şert û mercên germahî û şilbûna normal de were hiştin(1). Germahî:-20±2℃ (2) Dem:96demjimêran divê dilopên avê werin rakirin. | Berxwedana têkiliyê: 100mΩ Berxwedana îzolasyonê ya herî zêde: 100MΩ Kêmtirîn Babet 6.1.3、6.1.4 Babet 6.2.1~6.2.3 |
| Şanî | Rewşa Testê | Pêdiviyên | |
| 6.3.4 | Berxwedana Germê | 1Piştî ceribandina li jêr hatî destnîşankirin, divê nimûne saetekê di şert û mercên germahî û şilbûna normal de were hiştin. berî ku pîvandin werin kirin (1) Germahî:70±2℃ (2) Dem:96demjimêr | Berxwedana têkiliyê: 100mΩ Berxwedana îzolasyonê ya herî zêde: 100MΩ Min Babet 6.1.3、6.1.4 Şanî |
| 6.2.1~6.2.3 | |||
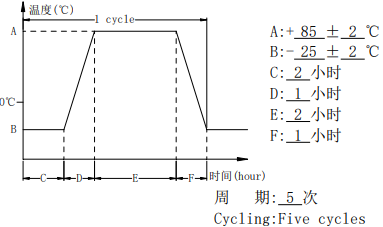
| 6.3.5 | Guhertina Germî | 1 Piştî deh dewreyên ceribandina germahiya bilind. Nimûne divê saetekê berî pîvandinê di şert û mercên germahî û şilbûna normal de were danîn. di vê ceribandinê de, dilopên avê divê werin rakirin
| Berxwedana têkiliyê: 100mΩ Max.
Tenêkirinî berxwedan: 100MΩ Min Şanî 6.1.3, 6.1.4 Şanî 6.2.1~6.2.3 |
| 6.3.6 | Testa Spraya Xwêyê | Testa spreya xwê divê di şert û mercên jêrîn de were kirin:(1) Tîrbûn: (5±1)%Nacl() (2) Germahî: 35±2 ℃(3) Dem: 6 saet | Zerbûn û zengarnegirtina perçeyên metalî çênabe |
| Şanî | Rewşa Testê | Pêdiviyên | |
| Babet 6.1 Babet 6.2.1、6.2.2 | |||
| 6.3.7 | Berxwedana Lerizînê | Pîvandin divê piştî ceribandinê were kirin | |
| li jêr hatî destnîşankirin: | |||
| (1) Rêzeya lerizînê:10ber 55Hz (2) Amplîtûd: - 1.5mm(pk-bo-pk: 1.5mm) (3) Çerxa paqijkirinê:10-55-10Hz (di yek deqîqeyê de, nêzîkî.) | |||
| (4) Moda paqijkirinê: | |||
| (Şopandina logarîtmîkî an jî şopandina yekreng.) | |||
| (5) Rêça lerizînê:3,(Sê | |||
| rêyên perpendîkular ên hevdu, di nav de | |||
| rêça rêwîtiya stûnê.) | |||
| (6)2.6(2saet ji bo her yekê, bi tevahî6saetan.) | |||
| Pîvandin divê li gorî seta ceribandinê werin kirin | |||
| li jêr: | |||
| (1) Lezkirin: 80Çerxên ceribandinê: 3, 6 18( 3her yek di nav de diqelişe 6rêwerzan, ji bo tevahî18çerx) | |||
| 6.3.8 | Berxwedana Şoka Bandorê | 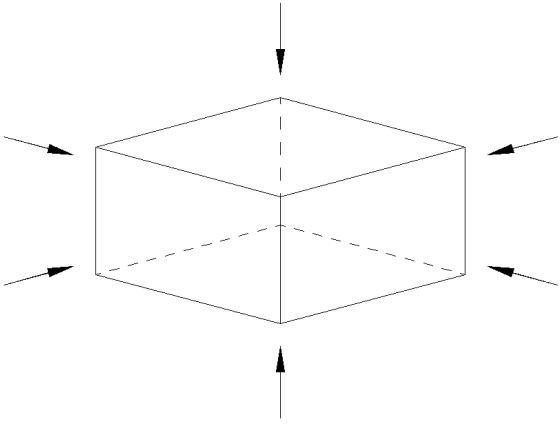 | Babet 6.1 Babet 6.2.1、6.2.2 |
7. Şert û mercên weldingê
| Şanî | Mercên pêşniyarkirî | |
| 7.1 | Lehimkirina bi destan | (1):≤350℃ |
| (2):≤3S (3):≤60Ji kerema xwe li gorî şert û mercên jêrîn pratîkê bikin:(1) Germahiya lehimkirinê: ≤350℃ | ||
| (2) Dema lehimkirina berdewam: ≤3S | ||
| Ji bo Tîpa Snap-in û Tîpa Radial heye | ||
| Tişt | Rewş | |
| Avakirina Fluxê | Divê rûyê montajê bi ketenê neyê boyaxkirin. | |
| 7.2 Mercên ji bo Oto-dip | Germahiya pêşgermkirinê | 100℃ herî zêde. Germahiya hawîrdorê ya rûyê lehimkirî yê PCboard. 100℃ herî zêde. |
| Dema germkirina pêşwext | Herî zêde 60 çirke | |
| Germahiya lehimkirinê | herî zêde 260℃. | |
| Dema şuştina berdewam | herî zêde 5 çirke | |
| Hejmara lehimkirinê | herî zêde 2 caran. | |
| ٨. Tedbîrên din, Piştî pêvajoya lehimkirinê, hewl nedin ku guhêrbar bi çareserker an jî tiştekî wisa paqij bikin. Kombûna guhêrbarê li dijî ketina herikînê ji aliyê jorîn ve biparêzin. ٩٠. Ji kerema xwe berheman di rewşek girtî de bihêlin û dema hilanînê piştî radestkirina kelûpelan herî zêde ٩٠ roj garantî ye. | ||









